
封袋方法-热封方法
发布时间:2020/6/5 16:00:49
修改时间:2022/8/23 16:18:25
发布者:温州裕东
联系电话:15858518818
关键词:温州裕东、热封
描述:热封是利用塑料具有热塑性,使封口部位的塑料薄膜加热、加压相互粘合在一起。热封的方式很多,有热板封合、熔断封合、高频封合、超声波封合、电磁感应封合和红外线封合等。
塑料袋装产品的封口方法有结扎、热封、钉封、粘封等,其中以热封封口的方法较简单可靠,应用最广。
热封方法
热封是利用塑料具有热塑性,使封口部位的塑料薄膜加热、加压相互粘合在一起。热封的方式很多,有热板封合、熔断封合、高频封合、超声波封合、电磁感应封合和红外线封合等。
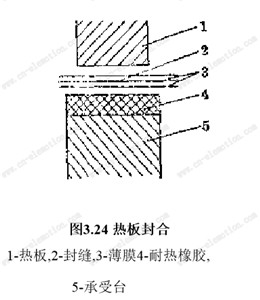
1.热板封合
如图3.24所示, 把加热板加热到一定的温度,将要封合的塑料薄膜紧压在一起,这是热封原理与结构最为简单的一种,封合速度较快,可恒温控制,这种方法常应用于封合聚乙烯等复合薄膜,而对受热易收缩与分解的薄膜,如各种热收缩薄膜,聚氯乙烯等不宜应用。
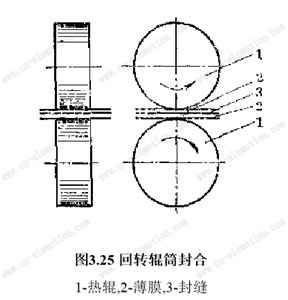
2.回转辊筒封合
如图3.25所示,将一对反向等速回转辊筒的一方或双方加热,两辊中间通过重合膜进行加压封合,能连续封合是本方法的一大特点,主要适合于复合包装薄膜,因单层薄膜受热易变形会导致封缝外观质量较差而不宜应用。
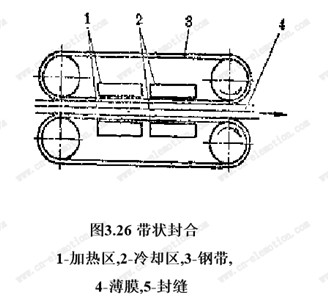
3.带状封合
如图3.26所示,一对相向回转的金属带之间,夹着要封合的薄膜直线运动,在前进中通过钢带两侧加热、加压、冷却。本结构稍为复杂,一般用于袋口的最后封口上,即能在运动中封合,以能适应受热易变形的薄膜。
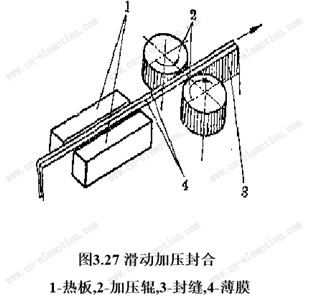
4.滑动加压封合
如图3.27所示,薄膜首先通过一对热板中间受到加热(电加热或空气加热),再经一对反向回转辊轮加压封合。本方法结构简单,能适应那些热变形大的薄膜的连续封合。
5.脉冲封合
如图3.28所示,把镍铬合金扁电热丝压着薄膜,再瞬时通以大电流加热,接着用空气或通冷却水强制封缝冷却,最后放开压板,本方法结构上略比热板状封合复杂,但适用于易热变形与受热易分解的薄膜,所得封口质量较好,因冷却占有时间,故生产率受到限制,只适用于间歇封合,在电热丝与薄膜间常用耐热防粘的聚四氟乙烯织物,薄膜另一端承压台上带耐热的硅橡胶衬垫,使焊缝均匀。
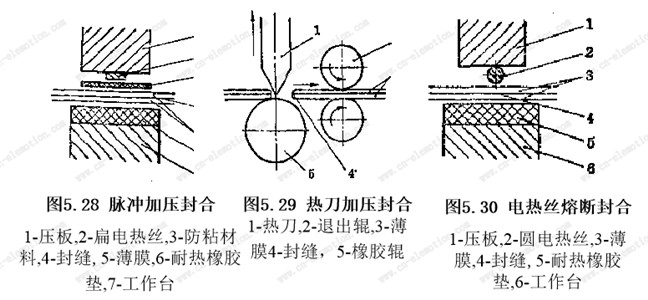
6.熔断封合
如图3.29和3.30所示,靠加热过的热刀或电热丝与薄膜接触,使薄膜熔断,并得到封口的一种方法,这种封缝的强度不大, 封口的外观独特, 其中图3.29是恒温加热的热刀熔断封口,图5.30是电热丝熔断封合,后者所得封缝强度较好,特别对热收缩薄膜封口较有力
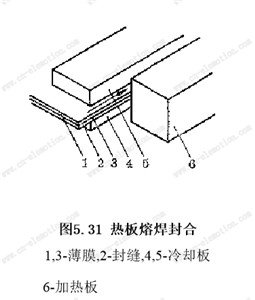
7.熔融封合
如图5.31所示,将热源与要封合的薄膜靠近,使封口部熔化成球状。这种封缝的封口强度较大,适用于热收缩薄膜,但不适应热分解性薄膜。
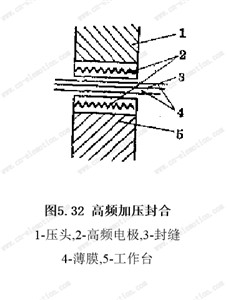
8.高频封合
如图5.32所示,薄膜用上、下电极压着,外加高频电源时,聚合物有感应阻抗而发热熔化形成封缝,因是内部加热,中心温度较高而不过热,所得封缝强度较高,对聚氯乙烯很适合,但不适用低阻抗薄膜。
严格来说,超声波封合不是热封而是机械封合,用机械脉冲频率1800-2000次/秒使电晶体在电磁场的作用下,产生膨胀和收缩,超声头将封口压到铁砧板上,依靠交变电磁场的高频振动产生机械变形。如图5.33所示,高频头作高频振动,使薄膜封口表面的分子高振动,以至相互交融、界面而消失,形成一个封合的整体。
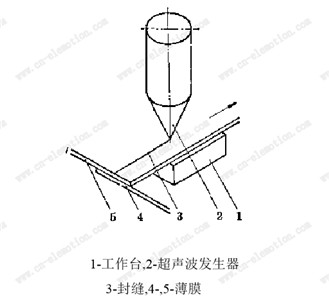
9.超生波封合
严格来说,超声波封合不是热封而是机械封合,用机械脉冲频率1800-2000次/秒使电晶体在电磁场的作用下,产生膨胀和收缩,超声头将封口压到铁砧板上,依靠交变电磁场的高频振动产生机械变形。如图5.33所示,高频头作高频振动,使薄膜封口表面的分子高振动,以至相互交融、界面而消失,形成一个封合的整体。
超声波封合的特点如下:
1)冷封合,热效应很小,可得到无收缩,不起皱的封口;2)无噪音,无温升,操作简便,速度较快,若输入功率为400W,则封口30米/分;
3)封口强度略低于单层材料强度;
4)超声波封合尤其适应热封性能差的拉伸薄膜,如OPP等;
5)对于较厚的薄膜和1.25mm以下的厚薄片,均可采用超声波封合;
6)设备投资费用较大。
10.电磁感应封合
向圈状的电阻通上高频电流,就在其周围产生高频磁场,磁场内如有磁性材料就会根据磁滞损耗而发热,若在薄膜之间加上很薄的磁性材料,或在塑料中预先掺加一些磁性氧化铁粉,塑料即瞬时熔化粘合,加热部分可不需直接和塑料袋接触,因此能连续又高速地进行封合,适合于生产线的生产,这是近几年内热封塑料的新方法。
11.红外线封合
将红外线直接照射在薄膜有关位置进行熔化封口,照射源的发热极高,深色容易加热,对透明薄膜只要在封口层下铺上黑布即可。本方法能对一般加热无法封口的聚四氟乙烯和厚度达5~6毫米以上的聚乙烯片进行封合,这亦是近年来国内外研制出热封塑料的新方法。
热封常常是包装机械设计中的一个关键问题,热封质量影响着机器的长期稳定运行和机速的提高。决定热封质量的因素很多,主要是包装材料的熔点,热稳定性(耐热分解性与耐热收缩性)与流动性,在包装材料己确定的情况下,决定热封质量的条件则是热封的时间分别为5×10 、12.9×10
、12.9×10 、15.2×10
、15.2×10 。显然,双面加热使薄膜热合所需时间仅为单面金属板的1/3。因而过热很少。
。显然,双面加热使薄膜热合所需时间仅为单面金属板的1/3。因而过热很少。
在制袋包装机上常用棒式和辊式封接器两种,由电阻式加热封接器加热到一定温度,然后压合2~4层被封接薄膜,经一定时间,即形成牢固密合的封面。封接的质量取决于封接温度、压力和时间等三因素的合理选择。采用聚乙烯等单膜作包装材料时,封接器表面需涂一层非乙氧甲基型树脂、钛酸脂等,或采用浸有聚四氟乙烯的织物,以防热合时包装材料与封接器之间产生粘连,在低速包装机中,采用脉冲加热方式,使薄膜热合,使封接器冷却到塑料薄膜熔融温度以下后,封接器与薄膜才脱开,这时就不会粘连,冷却时间一般在2~3秒钟,因此限制了包装速度,很难超过20袋/分。
本文由网络转载,仅供给袋式包装机爱好者研究学习,若涉及侵权,请联系客服删除。
|
上一条:方形料管翻领成型器 |
下一条:热封方法对各种薄膜的难易程度 |

