
三角成型器与U形成型器的折叠成型示意图
发布时间:2020/5/26 14:35:47
修改时间:2022/8/23 16:09:43
发布者:温州裕东
联系电话:15858518818
关键词:温州裕东、三角成型器、U形成型器
描述:由此可见,三角形成型器的顶角与安装角有相互制约的关系,而β值的大小关系到三角形板形状尺寸,所以一定的安装角必对应着一定形状尺寸的三角形成型器,否则会影响成型器正常制袋。
三角形成型器使平张薄膜对折成型的过程如图3.16所示。
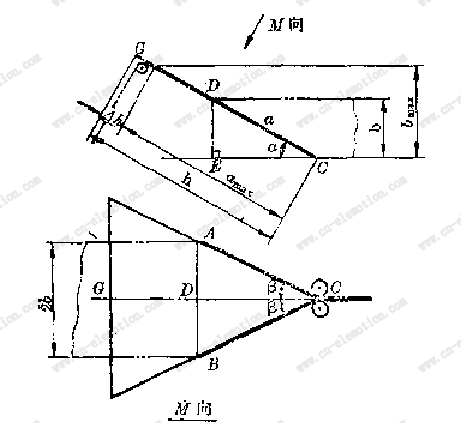
图3.16 三角成型器折叠成型示意图
在直角三角形DEC中,DE=a,DC=b,所以有:
在直角三角形ADC或BDC中:AD=DB=a, DC=b,所以有:
对既定的三角形成型器和一定的空袋尺寸,a/b是一个定值,所以有如下关系:
即:

由此可见,三角形成型器的顶角与安装角有相互制约的关系,而β值的大小关系到三角形板形状尺寸,所以一定的安装角必对应着一定形状尺寸的三角形成型器,否则会影响成型器正常制袋。
在生产实践中,三角形顶角2β值是加工后得到的,而安装角α可通过一定结构,并加以调试来保证。故最好α值是一个容易测量的整数,设计中通常是选定α后,再用关系式来求解β值。
安装角α实质上就等于三角形成型器在顶角附近薄膜运动的压力角,α角越大就表示压力角越大,薄膜翻折所受阻力也就越大,压力角太大时,薄膜在受力翻折中容易产生拉伸变形,严重的甚至撕裂或拉断。压力角小时,成形阻力就小,但压力角太小,致使结构不紧凑。
根据压力角及结构尺寸间的关系,三角形成型器安装角的选择范围为α=20°~30°由此可见,β角最适宜的角度不大于30°。所以,通常三角形成型器采用顶角2β<60°的等腰三角形,取极限时,则呈等边三角形。
决定三角形成型器的尺寸除顶角外,还有三角形板的高h,它和制袋的最大尺寸有关:
2.U形成型器
U形成型器可看做是在三角形成型器的三角形板上装接了圆弧导槽及薄膜导板并用圆弧过渡后得到的。三角形板安装角α=20°~30°,设装接的圆弧导槽的圆弧半径为R,如将U形成型器展开成平面,它与薄膜宽度2a相当,否则说明成型器在某处多了或少了一块,为此U形槽与三角形板的装接部位有一定位置要求,它以圆弧槽中心线与三角形板的顶点C间距离用L来表示。
若满足上述成型器展开平面宽度处处为2a,则圆弧槽中心线装接位置应有:
但这时圆弧槽与三角形板的边线并不相切,也就难以装接,要相切只有使,见图3.17所示。
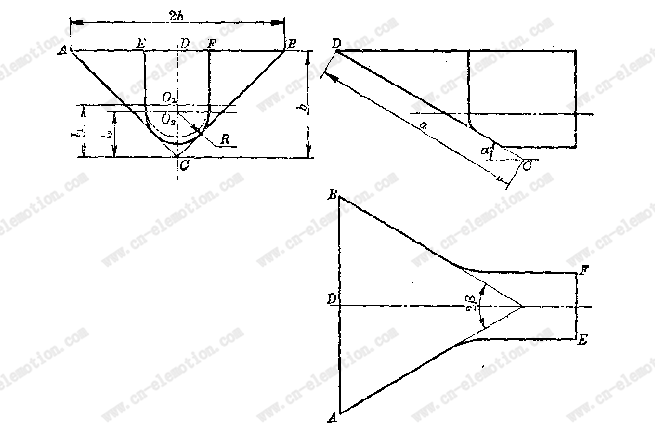
式中: R—U型槽圆弧部分的半径,可根据工艺上需要来取值,亦可按R=(0.1~0.4)a推荐取用:a—空袋高度(立式为宽度)。
本文由网络转载,仅供给袋式包装机爱好者研究学习,若涉及侵权,请联系客服删除。
|
上一条:常用的制袋成型器形式及特点 |
下一条:象鼻成型器的折叠成型示意图 |

