
纵封器的设计
发布时间:2020/6/15 9:11:44
修改时间:2022/8/23 16:09:43
发布者:温州裕东
联系电话:15858518818
关键词:辊式、板式、纵封器、温州裕东
描述:连续制袋式袋装机的纵封器是辊筒形的,工作时作反向连续回转,迭合后的包装材料侧边通过期间,热量由安装在辊筒内的电热丝加热,靠幅射传递热能并压合薄膜形成纵缝,该纵封器除具有封合作用外,还牵引包装材料的连续运动。间歇运动制袋式袋装机上的纵封器大都是板状的,多用气(或油)缸推动作往复直线运动,向迭合的包装材料侧边进行热压紧与释放。
立式连续或间歇运动制袋式袋装机上应用的纵封器主要用来完成制袋工艺中封合纵缝,两者在运动方式与结构上均有差异。
连续制袋式袋装机的纵封器是辊筒形的,工作时作反向连续回转,迭合后的包装材料侧边通过期间,热量由安装在辊筒内的电热丝加热,靠幅射传递热能并压合薄膜形成纵缝,该纵封器除具有封合作用外,还牵引包装材料的连续运动。间歇运动制袋式袋装机上的纵封器大都是板状的,多用气(或油)缸推动作往复直线运动,向迭合的包装材料侧边进行热压紧与释放。
一、辊式纵封器的设计
连续回转的辊式纵封器如图5.34所示,由纵封辊、加热器、加热线圈、固定与可调轴承等组成。
纵封辊的辊面宽为5~10毫米,辊面上开有直纹、斜纹或网纹等花纹,以适应各种薄膜封合的需要,纵封辊采用的材料有铜钢,40Cr钢及金属塑料等,纵封辊半径由下式求算。
式中: Q—包装机生产能力(袋/分);
即然纵封器又起输送包装材料的作用,包装材料是按光电色标位置分切的,分切正确与否,由光电发讯使纵封器在连续回转中作微量的角速度变化来达到的,即亦是微量改变袋长L,所以与前述相比,角速度改变为微调节。
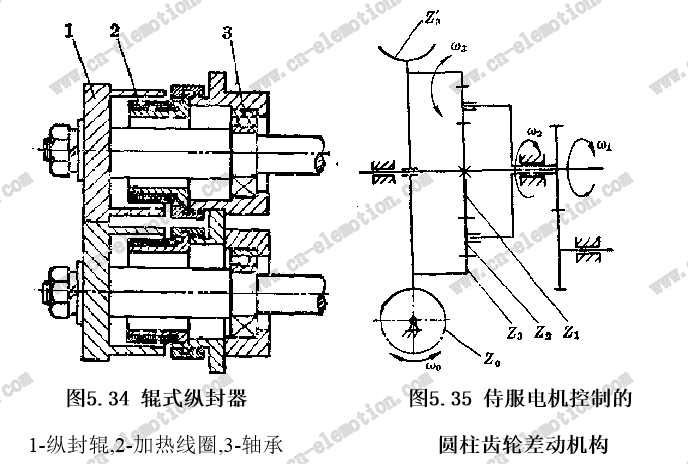
如图5.35所示是圆柱齿轮差动机构的示意图。设由分配轴通过齿轮传入差动机构的角速度为ω1,与轴固联的太阳轮齿数为Z1,三个行星齿轮的齿轮数为Z2,与行星齿轮内啮合的内齿轮齿数Z3,内齿轮又能被蜗轮所带动作正反转动,蜗杆受伺服电机驱动,蜗杆头数为Z0,角速度为ω0与内齿轮Z3固联的蜗轮的齿数为Z'3,蜗轮角速度ω3,与三只行星轮轴相固联的输出轮对外输出角速度为ω2。
由行星轮传动关系:
亦即
整理后得机构输出角速度值:
在正常生产中,由分配轴输入的角速度ω1不变,而伺服电机输入的角速度ω0的方向是根据光电信号可改变的,由于光电信号控制司服电
机正反转,因此输出ω0绝对值不变。这样ω3有三个值即:
将ω3值分三种情况代入ω2的表达式得:

差动机构由光电管的光电信号控制,使得输出轴忽快忽慢地回转,带动纵封辊使牵引包装的速度发生变化,保证了薄膜袋的正确封切位置,其纠正输送材料长度的值为:

式中: R—纵封辊牵引包装材料部分的半径;
 —纵封辊角速度的变化量,它由差动机构输出而获得,其值为(5-38)中(2)式分别与(1)、(3)的差的绝对值。
—纵封辊角速度的变化量,它由差动机构输出而获得,其值为(5-38)中(2)式分别与(1)、(3)的差的绝对值。△t—纠正偏差持续的时间(秒)。
光电记号通过印刷标记发讯,较容易做到,而所发讯号要鉴别是超前还是滞后才能控制伺服电机正转还是反转,才能获得调整效果,图5.36是鉴别讯号控制电机正反转的光电定位装置原理图。
运动主电机9经减速器10降速后分三路输出:通过不等速机构11传给纵封牵引辊1 4,并由伺服电机8作补偿性运动实现塑料袋纵封和输送;通过分配轴使超前与滞后同步凸轮4,5旋转,控制伺服电机8正、反转。
在正常情况下,当横封和切断器12接触包装材料的瞬间,商标图案的定位印刷标记正好通过光电装置15,遮断光线,光电管发出记号,使光电继电器2的常开触头闭合,但在通往伺服电机的控制线路中装有微动开关3、6,其时,控制微动开关的两个同步凸轮4、5不产生推动作用,因而光电讯号送不到中间继电器7,可逆电机10不转。
当横封器12在热封与切断被包装材料之后,连续输送的包装材料上的印刷标记才算通过光电装置15,同样,发出讯号,其时滞后同步凸轮4推动微动开关3,光电记号经过光电继电器2,微动开关3和中间继电器7带动可逆电机8正转,将旋转运动传到差动机构,加速纵封牵引辊14送进速度。使印刷标记随着包装材料的快进而逐步前移,纠正定位印刷标记的滞后现象,当印刷标记超前时,原理相同,超前同步凸轮5作用,纠正定位印刷标记的超前现象,这样只要定位印刷标记稍有超前或滞后,光电定位装置即进行调整,保证被包装对象的热封和切断在预定的允许部位进行。
在光电发讯到电机正、反转的线路中,除用光电和中间继电器的控制方法外,还可采用电压放大器和可控硅放大控制正、反转离合器来实现,这时可采用微型电机作原动力。
二、板式纵封器设计
生产实践中,经常采用的板式纵封器的结构形式如图5.37所示,它由张紧块、压板、电热丝等组成,并将油缸(或气缸)产生的往复直线运动直接或通过扛杆原理,推动板形热封器压向加料管,完成封合。
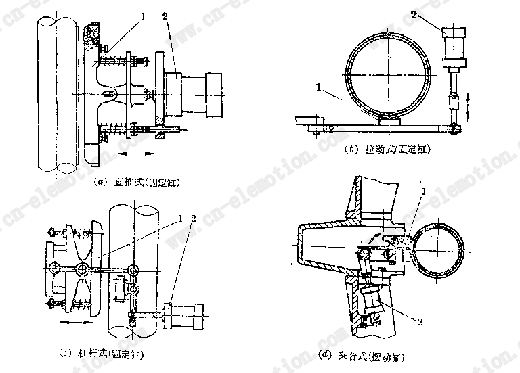
1-纵封器,2-气缸
板式纵封器的设计主要为热封件的结构设计,调压弹簧的设计计算及驱动气(或油)缸的设计计算。
驱动气(或油)缸设计的,活塞的行程一般不大,缸径的设计取用的压缩空气(或压力油)的工作压力和各种不同薄膜、不同厚度、不同热封温度经计算确定,单位面积热合压力可在1~10kgf/cm的范围内根据实验确定最佳值。
热封器与加料管一起纵封的加料管部位,嵌一条硅橡胶,使长条封缝在长度上封缝均匀,热封器与加料管间的距离一般为12~15mm左右,为补偿电热丝受热时伸长,在热封器的一端或两端应设计有伸缩装置。
电热丝受热时伸长,在热封器的一端或两端应设计有伸缩装置。
本文由网络转载,仅供给袋式包装机爱好者研究学习,若涉及侵权,请联系客服删除。
|
上一条:粘合及粘结剂的分类和用途 |
下一条:料袋的切断装置 |

